Daan Maijer points to the wheel mounted behind glass outside his University of British Columbia office and tells me why, exactly, it looks the way it does. All those cutouts and bevels and shapes have practically nothing to do with function and everything to do with looks. “About 20 percent of a person’s reaction to a car in the showroom depends on the wheel,” says Maijer. Hence, car manufacturers design new wheels “all the time,” he says.

Daan Maijer and Grace Hui use a laser scanner called a Faroarm to measure an automotive part. The laser scanner is a non-contact method of accurately measuring the surface topology of manufactured components. Photo credit: Martin Dee
CITIC Dicastal Co. Ltd., an automotive supply company based in Qinhuangdao, China that Maijer and his team work with, produces about 45 million car wheels a year. Since car manufacturers try to make each new model of car look fashionable by putting new, distinctive wheels on them, Discatel is asked to produce a new model of wheel rim every few days. Maijer’s job is to help Discatel and other car part manufacturers make those parts, including rims, cheaper, faster and better. You might even say that Maijer spends most of his days reinventing the wheel.
Maijer’s office at UBC is in one of the older, ivy-covered buildings on a campus dominated by steel and glass structures. In a nearby building housing his laboratory, some of the equipment looks almost medieval. A crucible reminiscent of a witch’s cauldron lets Maijer’s team pour molten metal into test moulds. A simple sandpit underneath catches any drips and helps to prevent fires. Nonetheless, Maijer’s work is very, very high tech.
Maijer and his team, including former PhD supervisor Steve Cockcroft and a host of students and post-docs, are busy modelling the process of metal casting so that companies can fine-tune their processes and squeeze every defect — and every penny — from their products. The team does this not just for wheels but also engine blocks and the premium titanium that gets used to make jet engines.
Maijer, UBC’s director of the Integrated Engineering Program and professor in the Department of Materials Engineering, stumbled into materials science while doing his undergrad at UBC. That interest led to a PhD where he studied metals and materials engineering, which introduced him to metal casting and gave him a taste for the high-stakes problem-solving that can come with working in close partnership with industry. For his PhD, Maijer studied the 1.5-metre-wide, 100-tonne metal rolls used to press paper at Canadian forest company MacMillan Bloedel’s pulp and paper research facility. Just as he started that project, one of the rolls cracked, leaking oil onto the paper. “If that giant metal roll had fallen off and rolled around, it would have made a mess of an expensive piece of machinery,” Maijer says. His research helped to model the residual stress left in those rolls by the casting process, which helped MacMillan Bloedel work out how to move the hot-oil channels inside the rollers to make them safer and less prone to cracking. It was an exciting project, but mainly what it did was hook Maijer on working with industry rather than staying solely in academia. “It’s so different from your standard academic process where you can toil in obscurity for years and maybe a couple of people read a paper you produced. You get to see immediate implementation,” he says. Plus the job lets him play detective, helping to solve industrial challenges for companies that urgently need answers. “I like deciphering problems.”
The majority of Maijer’s work, including his original project on paper rolls, centres on casting: the process of pouring or squeezing liquid metal into a mould or cast to make complex, solid parts for machinery. Metal workers have been doing that for hundreds of years. But the devil is in the details.
For a typical aluminum alloy wheel, the metal is heated to about 700 C and then pushed up slowly into a mould to prevent any turbulence or bubbles that might make defects in the final product — a weak point could trigger a catastrophic failure. The permanent mould, otherwise known as a die, can have channels in it to carry cold water or air for cooling, so the rate and direction of solidification can be controlled. Metals contract when they cool, so if isolated points in the middle cool last that can create a small defect pore space. The “holy grail” is to ensure the piece cools inwards from the farthest point out, says Maijer. At the same time, a faster cooling rate can lead to a finer-grained, stronger metal. In a manufacturing plant, this whole process takes about three to five minutes, he adds.
Wheels are then heat-treated to change the microstructure of the metal. Heating to about 540 C changes the silicon in the alloy from a fibrous “seaweed” shape into tiny balls, helping to prevent fracture lines from forming. A second heating at 150 C encourages the formation of tiny precipitates of the composition Mg5Si6, which is uniformly distributed throughout the metal. These help tie up dislocations in the atomic structure, stopping the dislocations from moving and the metal from deforming. This hardening can increase the strength of a wheel by as much as a factor of five.
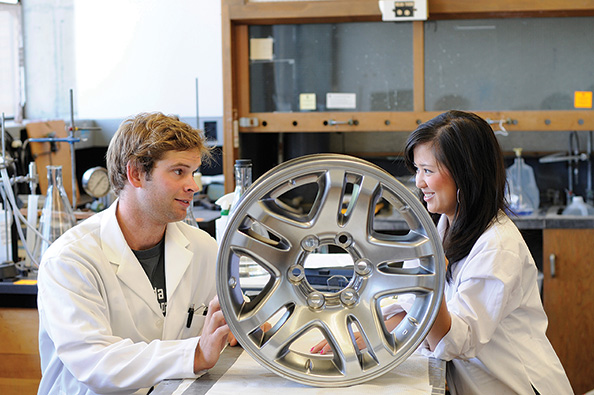
Researchers Matthew Tunnicliffe and Mandy Chen inspect a tire rim at Daan Maijer’s UBC laboratory. Photo credit: Martin Dee
The companies that make wheels know all this and have a lot of experience. One of the new quality assurance tests being used by wheel manufacturers involves pressing a bar into them with a certain amount of pressure that replicates running hard into a curb. To pass, a wheel can’t be dented by more than two millimetres and can’t crack after more than a million cycles. Most wheels pass — maybe one or two new models a year have a problem.
But casting companies still don’t always know what’s really going on inside the casting process. “They have so much knowledge but not much of it is based on the physics,” says Maijer. “We come along and say, ‘why do you do it that way?’ And they don’t know.”
That’s when the detective work comes into play. Majier’s team pours test castings in their lab so they can run tests on the results, checking the structure and strength in detail. They also work in partnership with real foundries, putting in temperature sensors and looking at processes and products in depth. In particular they work with Canadian Autoparts Toyota Inc. (CAPTIN), a foundry in Delta, BC that makes nearly a million wheels a year for Toyota. Maijer’s team then feeds their data into computer models and simulations of the castings to see if they can predict how tweaks to the process will affect the results. “We tune our models so we can reproduce what’s occurring in the plant and then do ‘what if’ scenarios,” Maijer says.
In a 2007 paper in Materials Science and Engineering: A, a computer model designed by Maijer and colleagues was used to show the timing and progress of metal cooling in one of CAPTIN’s wheels. The model predicted a hotspot would be left inside the wheel near the rim-spoke junction. Looking at a real wheel confirmed a pore at that spot. Their model was then used to improve castings for future wheel styles. “Because each wheel style is different, the recipe for making the wheels needs to be adapted and the process models that we create help identify the changes that are needed,” says Maijer.
Maijer’s laboratory at UBC is highly regarded. “It is one of the top five labs in the world in this field,” says Brian Thomas, a mechanical engineer at the University of Illinois at Urbana-Champaign who works on steel casting. Thomas says these models are an essential part of progress in the world of casting: “I know of several examples where there was a specific geometry change to the casting, or to the mould cooling channels, that was needed to solve a casting problem and was somewhat counter-intuitive and which the model calculations identified.”
It’s painstaking work. Even after months or years of work, Maijer’s team produces “what I would express as a very modest improvement; maybe we can increase productivity by one percent,” he says. In other words the wheel manufacturers can produce about one percent more test-passing wheels per year. That might not sound like much but it’s significant for a foundry making millions of wheels each year.
For Maiher’s team’s work on titanium the stakes are arguably higher. His lab works with TIMET, a Pennsylvania-based company that takes recycled or mineral titanium and reshapes it into usable alloy blocks for companies like GE, Rolls-Royce and the United States military’s supersonic jets. The massive furnaces — the size of an entire building — typically melt the titanium by hitting it with an electron beam. Molten metal then flows along a hearth before entering a mould. A common problem is that vapourized titanium solidifies on the ceiling of such furnaces. Chunks can then break off and fall into the liquid pool. Contaminants like clumps of titanium nitride can also wind up in the mix. Furnaces are tested to check that all such chunks are melted and dispersed by the time the molten metal hits the mould.

This wheel casting schematic shows how hot metal is pushed upwards into a die cast mould. The complex shape of the rim being cast makes it difficult to ensure that the metal will cool perfectly from the outside in, leaving no isolated spots that might form defects. Photo credit: Martin Dee
Maijer’s job is to make sure the furnaces are being as efficient as possible at producing contaminant-free titanium and to check whether a small tweak — like changing the electron beam pattern that melts the metal — might improve things. Maijer’s lab will also be investigating the possibility of switching to using a plasma arc instead of an electron gun. That system can run in a chamber filled with noble gas instead of a vacuum; the extra pressure helps to prevent evaporation. These are long-term projects that are just getting started. “It will take years to solve,” says Maijer.
Maijer also has a new $484,000 grant to look at the 3D printing of metals. This is the latest manufacturing trend: lasers or electron beams can be used to melt and solidify a pile of metal powder or a metal wire, moving in three dimensions to build up a complex shape. The process allows for much more complicated single-piece shapes to be made than with casting but it is much more expensive. “It fits in for low-volume products like the dies used to cast wheels, or for prototypes,” says Maijer. Working with a Richmond, BC company, Pavac Industries Inc., which makes electron beam welding equipment, Maijer’s team will help modify one of their systems so it works as a simple 3D printer. This will allow study of the properties of metal parts made in this manner.
Other innovations are also in the works for the manufacture of cars. Today it’s possible to 3D print the entire shell of a prototype car. Engines are moving towards electric or hybrid versions. Companies are working to make self-driving cars a reality. But no matter how high-tech cars get, Maijer knows that his work will still be needed. “They’re still going to have to have wheels.”